» Главная
» Литература
» Услуги
» Лекции: "Технологическая оснастка"
- Введение
- Основные части приспособлений, их назначение и устройство
- Базы и базирование
- Погрешность установки
- Типовые схемы установки
- Расчёт силы закрепления Q
Технологическая оснастка » Базы и базирование
Лекции: Технологическая оснастка
Глава 4. Погрешность установки заготовки
Под установкой заготовок понимается процесс базирования и закрепления заготовок в приспособлении для её обработки, сборки или контроля.
При установке заготовки в приспособлении возникает погрешность установки.
Под погрешностью установки понимается отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого.
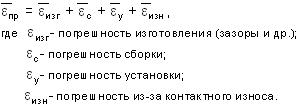
Погрешность установки определяется по формуле:
Формула представляет собой векторное выражение, которое значит, что отдельные составляющие (погрешности базирования, закрепления и приспособления) могут как увеличивать погрешность установки, так и уменьшать её. Это зависит от знака этих погрешностей.
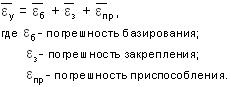
Значение погрешности установки в таком случае определяется по следующей формуле:
![]()
4.1 Погрешность базирования
Погрешность базирования - это отклонение фактически достигнутого положения заготовки при базировании от заданного, или требуемого.
Погрешность базирования возникает в следующих случаях:
1. При несовпадении измерительной и технологической баз (см. пример 1 и 3);
2. При смещении измерительной базы, вызываемом смещением технологической базы (см. пример 2).
Пример 1: Фрезерование паза призматической детали в размеры A и B с использованием концевой фрезы (см. рис. 4.1).

Рис. 4.1 Фрезерование паза призматической детали: 1, 2 - обрабатываемые поверхности; A, B - размеры обработки; C, D - габаритные размеры заготовки; 3, 4 - свободные поверхности; 5, 6, 7 - базовые поверхности
Перед механической обработкой заготовки на настроенном станке (С, Кс, М производства), режущий инструмент (на рис. 4.1 - концевая фреза) настраивается на размеры обработки (на рис. 4.1 - размеры A и B), а затем проводится обработка всей партии заготовок (n > 2 шт.). В результате такой "массовой" обработки погрешность базирования входит в допуск на выполняемый размер. Поэтому важно исключить погрешность базирования из процесса обработки.
При нахождении погрешностей базирования необходимо учитывать выбранную схему базирования.
Комплект технологических баз (см. рис. 4.1):
- установочная технологическая база (т. б.) (опорные точки 1, 2, 3);
- направляющая т. б. (опорные точки 4, 5);
- опорная т. б. (точка 6).
Анализ погрешностей базирования проводится для всех размеров обработки.
В данном случае (см. рис. 4.1) проводится фрезерование паза в размеры A и B.
Анализ погрешностей базирования (см. рис. 4.1):
1. Погрешность базирования размера A равняется нулю, т.к. измерительная база (поверхность 6) совпадает с технологической базой (поверхность 6). Краткая форма записи этого выражения:
![]()
Размер A измеряется между поверхностями 6 и 2, при этом положение поверхности 6 не изменяется, а положение поверхности 2 изменяется при обработке и определяется допуском ITA на размер A.
Поверхность 6 - технологическая база, т.е. поверхность, по которой деталь устанавливается в приспособление.
Поверхность 6 - измерительная база, т.е. поверхность, от которой измеряется полученный размер.
2. Погрешность базирования размера B не равняется нулю, т.к. измерительная база (поверхность 3) не совпадает с технологической базой (поверхность 5):
![]()
Положение поверхности 5 остаётся неизменным, а положение измерительной базы (поверхности 3) зависит от размера D и формирует погрешность базирования на размер B:
![]()
Вывод: погрешность базирования равна сумме допусков размеров, связывающих измерительную базу с технологической базой.
Чтобы исключить погрешность базирования на размер необходимо при выборе схемы базирования устанавливать опорные точки на измерительные базы.
Так на рисунке 4.2 показаны два варианта назначения схемы базирования: в одном случае погрешность базирования возникает, а в другом нет.
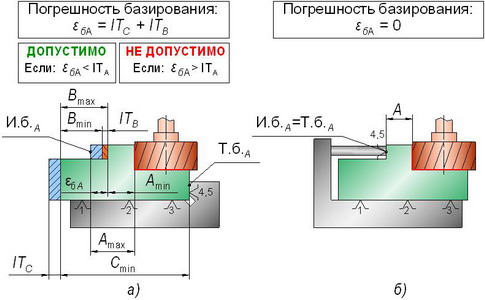
Рис. 4.2 Фрезерование паза призматической детали: а - погрешность базирования возникает; б - погрешность базирования отсутствует
Погрешность базирования может быть допущена технологом (см. рис. 4.2, а - "допустимо"), если в итоге погрешность установки меньше допуска на выполняемый размер.
При этом нужно учитывать то, что на допуск выполняемого размера влияет набор факторов помимо погрешности установки: погрешности оборудования, наладки, режущего инструмента и т.д.
Поэтому необходимо исключить погрешности базирования на стадии проектирования технологического процесса.
Пример 2: Фрезерование паза цилиндрической детали в размер A с использованием концевой фрезы. Установка детали производится в призме (см. рис. 4.3).

Рис. 4.3 Фрезерование паза цилиндрической детали
При фрезеровании цилиндрической заготовки (см. рис. 4.3) диаметром Dmin, положение технологической базы определяется точкой b, а при фрезеровании заготовки диаметром Dmax, положение технологической базы переходит в точку b1.
При настройке режущего инструмента на размер A проводилось фрезерование заготовки диаметром Dmax, и положение измерительной базы определялось точкой a1.
При фрезеровании заготовки диаметром Dmin измерительной базой становится точка a.
В конкретном примере, погрешность базирования размера A возникает за счет изменения положения измерительной базы:
![]()
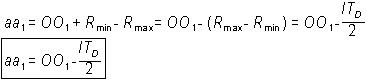
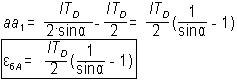
Тогда, необходимо рассчитать расстояние aa1:
![]()
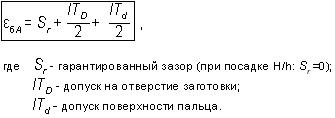
Допуск на диаметр D определяется выражением:
![]()
Тогда, выполняется подстановка выражений:
Далее определяется расстояние между центрами окружностей OO1 из прямоугольных треугольников cbO и cb1O1:
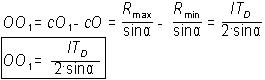
Далее выполняется подстановка OO1 в выражение aa1:
Глубина паза A цилиндрической детали, показанной на рисунке 4.3, задаётся конструктором от нижней точки, но возможны и другие варианты проставки этого размера: от верхней точки B или от оси детали C. При этом погрешности базирования этих размеров, когда деталь устанавливается в призму по схеме рисунка 4.3, будут различаться (см. рис. 4.4).

Рис. 4.4 Варианты простановки размеров на глубину паза, отверстия, лыски
Из рисунка 4.4 видно, что максимальная погрешность базирования возникает в случае простановки глубины паза от верхней точки.
Пример 3 : Сверление отверстия ступицы в размер A. Установка детали производится на плоскость и цилиндрический палец (см. рис. 4.5).

Рис. 4.5 Сверление отверстия ступицы: а - зазор распределен равномерно; б - зазор распределен с одной стороны; A, Aн - размер наладки сверла; Aф - фактический размер, получаемый при сверлении; d - диаметр цилиндрического пальца; D - диаметр отверстия заготовки
На рисунке 4.5 два крайних варианта установки заготовки типа "ступица" на плоскость и цилиндрический палец по посадке с зазором:
1. Случай 1 (см. рис. 4.5, а): заготовка была установлена рабочим ровно по своей оси, при этом погрешность базирования размера A равняется нулю:
![]()
2. Случай 2 (см. рис. 4.5, б): заготовка была сдвинута рабочим к установочной поверхности пальца, при этом возникла погрешность базирования, которая характеризуется несовпадением осей заготовки и пальца при установке:
4.2 Погрешность закрепления
Погрешность закрепления - это отклонение фактически достигнутого положения заготовки при закреплении от заданного.
Погрешность закрепления возникает при совпадении направления выполняемого размера с направлением действия силы закрепления за счет упругих и пластических деформаций в местах контакта заготовки с опорой приспособления.
4.3 Погрешность приспособления
Погрешность приспособления определяется следующим выражением: